|Articles|August 1, 2010
- Special Issues-08-01-2010
- Volume 0
- Issue 0
Improved FT-IR Instrumentation and Software for Complete Confidence in QA/QC Testing
Establishing credibility and reliability of the information provided by a Fourier transform–infrared (FT-IR) spectrometer is paramount to mitigating risk in the QA/QC laboratory, where simple, fast and error-free analysis of unknown materials or material verification are required. To meet the demands of a modern QA/QC laboratory, FT-IR spectrometers must include capabilities that shift the burden of proving the reliability of the information away from the analyst so they can concentrate on the sample, not on verifying the integrity of the data. Recent design advances in both FT-IR spectrometer hardware and software give users greater confidence by continually reporting instrument status and performance verification, efficiently and effectively running pass–fail tests against specification, and easily adjusting to the degree of variation in a given set of products.
Advertisement
The primary function of a quality assurance/quality control (QA/QC) laboratory is to determine if an incoming raw material, in-process sample, or outgoing product meets specification as to identity, composition, or purity. At each step of the manufacturing process, issues in quality can subject the end product to the risk that it will not meet this specification. Analytical instrumentation, specifically Fourier transform–infrared (FT-IR) spectrometers, have long been a staple of the QA/QC laboratory to specify the composition of an unknown sample or verify the identity of a known sample. Given the high throughput of the typical QA/QC laboratory and the potential for sampling errors, the demand for simple, fast, and error-free analysis is significant and has driven enhancements in both the hardware and software of the modern FT-IR instrument.
Each step in the manufacturing process carries its own unique risks to product quality. Upstream, supplier quality dominates the risk profile as it feeds the manufacturing pipeline. Significant effort is devoted to goods-in or incoming raw material analysis in order to prevent supplier quality issues from contaminating the current manufacturing process. Midstream analytics where a sample, usually a grab-sample, is analyzed during processing, allow for process control where parameters such as starting material concentration, solubility, or temperature can be adjusted to maximize output or retain quality. Downstream, customer complaints regarding released product quality will trigger an investigation wherein the data from the QC laboratory play a critical role.
Laboratories that are not part of a manufacturing process — for example, in forensics — still carry their own risk based upon the verification of the data provided by analytical instrumentation. Doubt can be raised legitimately about the performance of any instrument because there might be no data showing its ongoing reliability. This can have real and significant consequences in a court of law, where scientific data are subject to extensive scrutiny playing on the lack of detailed understanding of complex analytical technologies by the general public.
Establishing credibility and reliability of the information provided by an FT-IR spectrometer is paramount to mitigating risk. In the past, frequent performance testing was carried out by personnel who started their careers during the age of "open cockpit" spectrometer operations. Knowledge of all facets of spectrometer operation, from properly loading chart paper to basic calibration methods to final data interpretation, was required to obtain reliable answers creating a generation of expert users. QC laboratories have since evolved substantially in terms of personnel, instrumentation, and throughput. To meet the demands of modern QA/QC laboratories, FT-IR spectrometers must include capabilities that shift the burden of proving the reliability of the information away from analysts so they can concentrate on the sample, not on verifying the integrity of the data.
Internal, regulatory, and legal bodies require that an independent verification of the instrument be performed regularly, with signed, archived reports, for the final spectral evidence and report to have force. The pharmaceutical industry has been living with scenarios like this for many years, as they are heavily regulated worldwide — all drug-related data must be backed with instrument performance verification and validation. The food and beverage industry is increasingly moving toward the same model as the legal system becomes more involved. Add-on software and hardware tools have made this process simpler, but the need for a set of routine tools fully integrated with the spectrometer (hardware and software) is clear. This study details some of the most significant changes in FT-IR instrument design for QA/QC laboratories including hardware, regulatory compliance, and software.
Hardware
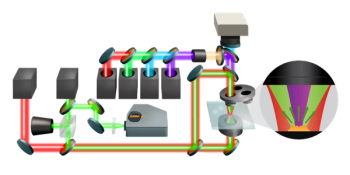
The QC laboratory environment is challenging for analytical instrumentation as the spectrometer can be exposed to noise, heavy machinery, solvent vapor, or varying humidity levels. Vibrational tolerance is critical for spectrometer signal-to-noise ratios and overall performance. Novel techniques are being applied to minimize the effects on spectral data resulting in significantly improved system performance. Advanced designs incorporate engineered baseplates with specific support shapes and, in some cases, lighter materials to shift the spectrometer's resonant frequency window away from interference with the spectral data. Other systematic improvements range from the simple, vibration isolation feet, to the complex, dynamic alignment for real-time optimization of signal. Systems now also include advanced gasketing designs and purge to slow the ingress of solvent and water vapors.
Source modularity is another hardware advance that provides flexibility in the laboratory and augments ease-of-use by allowing users to change wavelength range and by shortening downtime via user source replacement. FT-IR instruments that can accommodate either a standard glo-bar source or insert a white-light near-IR source allow simple incorporation of multiple wavelength analyses without interruption of the workflow. The source is, in the case of the iS10 FT-IR instrument (Thermo Scientific, Madison, Wisconsin), accessible from within the sample compartment itself, obviating the need to remove the cover and making this component user-accessible. Source failure would trigger, until recently, a service call. Current designs, however, allow users to remain up and running as these critical spectrometer components can now be changed quickly and easily without any need for alignment.
Spectrometer System Status
As the technology inherent to optical systems continues to advance, so does innate system intelligence. From washing machines to automobiles, systems can now give clues in real time as to their proper operation based on factory specifications. Cars have automated tire pressure gauges and airbag readiness indicators. Carpets are wired with sensors to detect if someone has sustained a fall and has not recovered (1). The same principles can be applied to spectrometers, in which a powerful combination of hardware, firmware, and software allows users in QA/QC laboratories to understand quickly and easily potential system issues that may occur during the lifetime of the spectrometer. The value of this type of feedback is that it frees analysts from having to be an expert in all parts of spectrometer operation and allows them to concentrate on their main tasks.
System intelligence as applied to a spectrometer can be grouped into four categories: scheduled maintenance, instrument status, performance verification (also referred to as operational qualification, in many cases), and system suitability. Taken together, these innovative features help guard against collecting data when the spectrometer is not within control specifications. These functions can alert users visually when an icon turns red, when no peaks were present, when the requested spectral range does not match the spectrometer hardware, or when severe water contamination is present. An example of one such set of indicators is shown in Figure 1.
Figure 1: An example of modern, innate system intelligence, the System Performance Verification control panel from the Thermo Scientific OMNIC software shows the ability to track dates of the last check of each feature.
Incorporation of the system maintenance status into the overall system indicator is a critical feature for modern FT-IR instruments in the QA/QC laboratory. Automation of the scheduled maintenance process allows users to set the interval for service either at installation or to change it at any time thereafter. When the specified reminder window for service is reached, much as with a standard Microsoft Outlook meeting, the user is notified and the System Performance Verification icon turns yellow. When the date for system service has passed, the indicator icon will go red. This part of the system's verification routine is critical, as laboratory personnel change over time, but the system will stay on the bench without the need for maintaining records on service and will notify any user immediately upon a need for routine service.
Although instrument status indicators have been incorporated into spectrometer designs for several years, their capacity for communicating vital, hard-to-access system performance data continues to grow, providing users with a real-time virtual "heartbeat" of their spectrometer. More-advanced Fourier transform spectrometers can check data, like interferogram size for both the background and sample showing that there is sufficient, but not excessive, throughput in both cases.
Performance verification routines provide greater detail on spectrometer performance. These tests will run an FT-IR system against manufacturer-published system specifications such as throughput and noise as well as against standard methods such as ASTM E 1421-99 (2004). These tests can use an automated, internal SOP to carry out the analysis, effectively excluding the possibility of operator error and making sure the analysis is done the same way every time to ensure a true "apples to apples" comparison. For QA/QC laboratories that require a more significant level of validation compliance (pharmaceuticals, for example), more extensive packages are available that include design qualification (DQ), installation qualification (IQ), operational qualification (OQ), and performance qualification (PQ). Instrument companies typically design these add-ons to comply with ASTM, U.S. FDA, Japanese Pharmacopeia, and European Pharmacopeia guidelines and to provide trend-charting for long-term evaluation of system-performance data.
To accomplish these measurements, standards are incorporated into and supported within the spectrometer beampath. This is typically done in a manner allowing for automated selection of either an unobstructed beam that goes directly to the sample in normal operation or a beam that transmits through one of the standards. These reference standards are protected against degradation, mishandling, or dropping by placing them internal to the spectrometer on a wheel. In addition to the benefit of permanently mounted standards, these systems also make life easier for analysts in that they no longer have to purchase, hold, and maintain a set of calibration standards in another location. Internally protected standards also benefit from the system purge and vapor seal.
The standards must be traceable to national measurement bodies to comply with current regulations and established industry guidelines. Standards such as NIST (National Institute of Standards and Technology,
System suitability, also referred to as performance qualification (PQ), uses a sample to judge if the spectrometer is appropriate for the analysis to be performed. Whereas performance verification uses internal standards and blank beampaths to judge the level of system performance against established specifications, system suitability is a real-world test using a sample with a known performance profile. In some areas, this can be referred to loosely as a "Check Standard." The system suitability test can be configured by the QC laboratory to meet its own needs for specific sample types. This type of analysis can include tests for specified throughput, specific sample peaks that should be present, and their absorbance values. More advanced algorithms for system suitability include features like contamination analysis to test for the presence of material that might remain on an attenuated total reflectance (ATR) crystal from a previous experiment. As an example, Figure 2 shows the suitability tests set-up for a packaging laboratory, where the "gold standard" sample is low-density polyethylene (LDPE) run on a diamond ATR. As opposed to the completely automated and internal performance verification testing routine, some user interaction is required for system suitability since, by definition, a real sample is used. Modern testing methodologies such as this greatly enhance the user's confidence in peak ratio data and quantitative analyses because the analysis was done on an actual sample. Items 4 and 5 within Figure 2 report on peaks from an LDPE sample. The spectrum is checked for both peak location and intensity. The latter test provides confidence in the responsiveness of the spectrometer to the customer's specific samples.
Figure 2: The System Suitability set-up window. Each parameter can be edited or turned off. The test configured here uses a low-density polyethylene film as a reference material.
Software Design for Routine Use
Although distinct advances have been made in the recent past in both hardware and system status as discussed previously, the most powerful enhancements for laboratory operators have come from software. Modern software packages allow QA/QC users to run analyses one at a time at the touch of a button for rapid sample or contaminant identification or in automated multiple-run workflows or macros where there is a large queue of backlogged samples.
Advanced tools with information about, for example, how a new spectrum compares to other samples have also emerged. A spectrum of a test material can be compared against another spectrum of the same material (for example, from a different time), a stored reference (gold standard), or a stored directory of files. Even spectra taken under different conditions (different resolutions, for instance) can now be compared without difficultly. This type of comparison can be used, in a more advanced analysis, to discriminate two like materials based upon spectroscopic differences arising from routine variations in content that might not necessarily affect quality. Natural products are a good example of this type of material as variation is expected depending upon the natural source, but there is still an underlying similarity. Furthermore, the basic method of comparison gives users of present commercial packages a similar analysis result.
Differentiating materials based upon very slight differences in composition requires a higher level of discrimination power. Current quality algorithms may return multiple answers or pass criteria that are too wide, but solutions exist via advanced algorithms to clearly make a distinction, providing an even higher level of confidence. The example that follows illustrates this point.
Discrimination in the QC Laboratory: Ethylene Vinyl Acetate
Polymer blends of polyethylene and ethylene vinyl acetate (EVA) are used for making food packaging films and hot melt adhesives. The raw materials contain EVA at various concentrations in the polyethylene matrix. In the application here, a target value for the production line was set at 15% EVA, with a very high pass/fail criterion required.
A simple database of spectra from samples with a range of EVA concentrations was obtained and saved — neither processing or library creation was needed. A material from the production line was then run through QC using the basic algorithm. Figure 3 shows that the sample matched two possible EVA values, 15.24% and 18.21%, at a high level. The latter value placed the sample outside of the allowed variation, lowering the confidence of the operator in the method. Confusion of this kind is not satisfactory in the QC laboratory, where critical decisions can rest on small sampling sets.
Figure 3: EVA raw material of 15% expected concentration. Result in normal sensitivity correlation mode leaves some room for debate.
Turning on the high-sensitivity option provides the much more exacting result shown in Figure 4. Now, only the 15.24% match is within the allowed tolerance limit (0.980 match index), and the next closest is considerably lower. The algorithm stresses small differences, giving the QC laboratory a much higher level of confidence in the results. Furthermore, this provides a semiquantitative analysis of the sample without requiring regression or other fitting methods.
Figure 4: EVA raw material of 15% expected concentration. Result with High-Sensitivity turned on in QCheck is unambiguous.
Allowable Variation: Natural Products
Natural products will exhibit slight variations due to differences in source materials and growing conditions. Nutraceutical base components will display this inherent variability, while still being acceptable for commercial use. There are definitive characteristics of the components that can be used to generate classifications so QCheck can be used to clear materials for use. The natural variation implies, however, that some flexibility for a pass/fail condition must be allowed.
Samples of nutraceutical material classes were analyzed using diamond ATR including goldenseal powder, barberry bark, yellow dock, and goldenseal leaf. The spectra of the different classes of materials are different (Intercluster variability), but there is also some variation within each class (intracluster variability). A new sample of goldenseal leaf from a different supplier was first analyzed using the high sensitivity method mentioned earlier. The results, shown in Figure 5, are correct, but the match results are low, due to small (real) variations between the various goldenseal leaf samples, which are not detrimental to the usability of the material.
Figure 5: Nutraceutical material analyzed with the high-sensitivity option turned on. The correct material appears at the top of the list but the analysis fails due to natural variability within the sample class.
Switching to the normal QC method gives the results shown in Figure 6. The results now show a very high confidence that this material is goldenseal leaf. Given the expected variations in natural products, this provides affirmation for the use of this material in the production of nutraceuticals.
Figure 6: Nutraceutical material analyzed with the normal sensitivity setting in QCheck. There is now a clear pass condition.
Conclusion
Recent design advances in both FT-IR spectrometer hardware and software have made a significant impact on the modern QA/QC laboratory and users by retasking the system to take more responsibility for itself. Systems now can tell users when they require routine maintenance, when a spectrum does not meet minimum standards for quality, when a sample is highly unlike any others analyzed in that class in recent history, or if the spectrometer is not performing up to factory or regulatory specification. All these improvements, taken together, allow users to focus on their most important task, which is keeping up with the ever-increasing load of samples without needing to become experts on every facet of FT-IR systems operation.
Mike Bradley and Jeffrey Hirsch are with Thermo Fisher Scientific, Madison, Wisconsin. E-mail:
References
(1)
Articles in this issue
almost 16 years ago
Handling Spectra from FT-IR Foreign Matter Analysisalmost 16 years ago
Shedding New Light on Materials Analysis: Tunable Mid-IR Laser Spectrometryalmost 16 years ago
Using FT-IR Microscope ATR Objectives to Resolve Complex Samplesalmost 16 years ago
Hollow Waveguides: The Next Generation of Mid-IR Remote Sampling Accessoriesalmost 16 years ago
Characterizing Colored Fibers by FT-IR and Raman Spectroscopyalmost 16 years ago
Vol 25 No 8 Spectroscopy August 2010 Regular Issue PDFAdvertisement
Related Content
Advertisement



Advertisement
Advertisement
Trending on Spectroscopy Online
1
Previewing the Upcoming 2026 Vibrational Spectroscopy Seminar
2
Exploring Trace Elemental Analysis in Lithium-Ion Battery Materials
3
Addressing the AI Black Box Gap in Spectral Analysis
4
Submicron IR Detects and Localizes Microplastics in Biological Samples
5